Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1
Если Вам необходимо купить Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Плоскошлифовальный станок 3е711аф1 — В помощь хозяину
Плоскошлифовальный станок 3Е711В
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.
А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи.
 ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Общая информация
Универсальный плоскошлифовальный станок используют для обработок периферией круга. Работу проводят с разными деталями, прикрепленными к столу, или к электромагнитной плите. Такое оборудование применяется при разовом и серийном производстве.
Все переключения на станке сопровождает световая сигнализация, а настройку осуществляют посредством двухпредельного датчика. Приставное оборудование подключают к готовой электроразводке.
Приставное оборудование подключают к готовой электроразводке.
Современные аналоги
К ним относят 3Д711ВФ11 — 600 х 200 (производства того же предприятия «Красный борец»), и 3Л741ВФ10 — 600 х 200 (Липецкого станкостроительного завода).
Технические характеристики
Схема плоскошлифовального станка, зависимо от размещения шпинделей, делит их на:
Также их делят по форме стола, которая может быть:
- в форме круга;
- в форме прямоугольника.
Определяющим показателем, который определяет паспорт, как технические характеристики плоскошлифовального оборудования, называют показатели габаритов стола.
Плоскошлифовальный агрегат гс 3Е711В, оснащенный столом в виде прямоугольника и горизонтально обустроенным шпинделем, предусмотрен для действий с плоскими видами заготовок (круговой периферией). Класс его точности относят к разряду В.
Дальнейшие технические характеристики плоскошлифовального оборудования, которые содержит паспорт:
- протяженность поверхности для работы – 63 см;
- ширина рабочей поверхности – 20 см;
- быстрота подачи во время продольных ходов стола — 2-35 м/мин;
- быстрота при поперечных ходах крестовидного суппорта – 0,001 – 0,09 мм;
- габариты – 27х17,75х19,1 см.

Технические характеристики плоскошлифовального станка 3Е711В
Также паспорт содержит и другие сведения о функционировании данного станка, и здесь есть его схема.
Главные устройства и передвижения
Схема, по которой собран станок и его ходы выглядят так. К станине крепят колону. По горизонтальным направляющим качений станины движется крестовый суппорт. Вместе с ним передвигается и верстак, который выполняет продольно-поступательные ходы назад. По вертикальным направляющим передвижения колоны, передвигается шлифовочная головка.
На внутренней нижней стороне суппорта на станок гс 3е711в закрепили:
- блок реверса поперечной подачи;
- блок реверса продольного передвижения верстака;
- блок продольного реверса верстака;
- блок поперечной реверсировки верстака;
- панель распределения;
- гидропанель.
Шлифовальный шпиндель собирают с предварительным натягом, этому способствуют высокоточные радикально-упорные подшипники, которые смазаны «непропадающей» смазкой. Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
Гидростанция на ргс 3е711в оснащается насосом объемной регулировки. Ее схема действий заключается в создании плавного регулирования быстроты передвижения верстака.
Установочный чертеж 3Е711В
Особенности электрической схемы
Электросхема данного станка выглядит следующим образом. Питающее напряжение осуществляют проводом их меди (сечение на 4 мм2). Входят провода питания сквозь фланцевый угольник, размещенный на стене электрошкафа справа. Проводки ввода заводят на клемник, устроенный на стене электрошкафа справа. Затем их заводят на входной блок автоматвыключателя типа АК63-3М. Такая электросхема довольно сложная.
Электрическая схема 3Е711В
На станке применяют:
- Силовая цепь -380 В.
- Управляющая цепь -110 В; 29 В. Показатель постоянного тока -24 В.
- Цепочка местной подсветки – 24 В.
- Сигнализационная цепь — 22 В.
- Цепочка электромагнитной плитки (постоянный показатель) -110 В.
Паспорт и руководство по эксплуатации
Технические характеристики и схема, которые содержит паспорт, совпадают не у всех моделей. Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Потому, что станки выпускают разные заводы-изготовители и также играет роль год выпуска. Для более точного представления необходимо читать паспорт, который прилагается к конкретной модели станка.
Паспорт содержит всю нужную информацию для обслуживающего персонала и мастера, работающего на станке. В данном документе имеется подробные характеристики, схема и инструкция, как использовать плоскошлифовальный станок 3Е711В.
Скачать описание, паспорт и руководство по эксплуатации станка 3Е711В
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный
Схемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок используется в единичном, мелкосерийном и серийном производстве.
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 630 х 200 мм
- Предельная высота обрабатываемой заготовки — 325 мм
- Наибольшая масса орабатываемой детали — 220 кг
- Размеры стандартного шлифовального круга — Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 40 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 2,5 т
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В
3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Габариты рабочего пространства плоскошлифовального станка 3Е711В
Габариты рабочего пространства станка 3е711в
Посадочные и присоединительные базы плоскошлифовального станка 3Е711В
Посадочные и присоединительные базы шлифовального станка 3е711в
Схема цикла плоскошлифовального станка 3Е711В
Схема цикла плоскошлифовального станка 3е711в
Общий вид универсального плоскошлифовального станка 3Е711В
Фото плоскошлифовального станка 3е711в
Фото плоскошлифовального станка 3е711в
Расположение составных частей и органов управления плоскошлифовального станка 3Е711В
Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Кинематическая схема плоскошлифовального станка 3Е711В
Кинематическая схема плоскошлифовального станка 3е711в
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станка
Главное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
Схема гидравлическая плоскошлифовального станка 3Е711В
Гидравлическая схема плоскошлифовального станка 3е711в
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
- для продольного реверсированого перемещения стола
- вывода его в зону загрузки по окончании цикла обработки
- привода механизма автоматической вертикальной подачи и централизованного автоматического смазывания
Гидростанция снабжена установкой для охлаждения масла.
Продольное перемещение стола производится от сдвоенного лопастного насоса 1. Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и стол перемещается влево одновременно происходит дополнительное питание линии нагнетания большего от меньшего по цепи 58-7/1/-72-4-52-24/2/-52, что обеспечивает устойчивые малые скорости стола. Из левой полости гидроцилиндра масло сливается по цепи 54-11-55-9-56-8-62-18. Насос большой производительности создает давление управления. Это давление поддерживается постоянным за счет слива избытка масла через напорный золотник 6 и магистраль 62.
Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и стол перемещается влево одновременно происходит дополнительное питание линии нагнетания большего от меньшего по цепи 58-7/1/-72-4-52-24/2/-52, что обеспечивает устойчивые малые скорости стола. Из левой полости гидроцилиндра масло сливается по цепи 54-11-55-9-56-8-62-18. Насос большой производительности создает давление управления. Это давление поддерживается постоянным за счет слива избытка масла через напорный золотник 6 и магистраль 62.
Стол движется влево до тех пор, пока кулачок реверса не установит кран реверса 27, в положение Б. При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 в скорости перемещения стола. Это давление определяет величину подъема клапана 5, и следовательно, величину давления в магистрали 52. Поэтому любому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола.
После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола.
При остановке стола краном 7 /1/ масло сливается в бак по цепи 1-51-28-49-3-52-9-62-25-57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53-11-52-9-55-62-11-54. Распределитель 12 объединяет магистрали 54 и 53. В результате этого перепад давления на клапане 23 действует на клапан 5 и поднимает последний: мало от насоса 1 большой производительности дополнительно сливается через клапан 5. Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 осуществляется при установке крана 7(2) в положение А. В этом случае давление масла распространяется по цепи 58-20- 70- 7(2) и контролируется манометром 19. Фиксация суппорта выполняется подводом масла по цепи 58-7(2)-71 при положении Б крана 7(2).
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В
Электрическая схема плоскошлифовального станка 3е711в
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
50Гц, 380B
цепь управления:
50Гц, 29В
50 Гц, 24 В
цепь сигнализации
50 Гц, 22 В
Установочный чертеж плоскошлифовального станка 3Е711В
Установочный чертеж плоскошлифовального станка 3е711в
3Е711В станок плоскошлифовальный с горизонтальным шпинделем.
 Видеоролик.
Видеоролик.Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1
Назначение станка по металлу 3Е711АФ1
Для шлифования плоских поверхностей из чугуна и стали, закрепленных на зеркале стола на магнитной или электромагнитной плите
Технические характеристики станка 3Е711АФ1
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 3Е711АФ1 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем 3Е711АФ1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Паспорт 3Е711АФ1 Станок плоскошлифовальный с крестовым столом и горизонтальным шпинделем (Орша)
Наименование издания:
Часть 1: Руководство по эксплуатации (3Е711ВФ1.00.0.000.0.00 РЭ) – 89 страниц
Часть 2: Материалы по быстроизнашивающимся деталям (3Е711ВФ1.00.0.000.0.00 РЭ) – 47 страниц
Часть 3: Гидрооборудование (3Е711ВФ1.00.0.000.0.00 РЭ2) – 27 страниц
Часть 4: Электрооборудование (3Е711В-1.00.0.000.0.00 РЭ1) – 33 страницы
Часть 5: Схемы электрические — 48 страниц
Выпуск издания: Оршанский станкостроительный завод
Год выпуска издания: 1980
Кол-во книг (папок): 5
Кол-во страниц: 244
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Часть 1: Руководство по эксплуатации (3Е711ВФ1. 00.0.000.0.00 РЭ)
00.0.000.0.00 РЭ)
1. Техническое описание
Назначение и область применения
Состав станка
— Расположение составных частей станка
Устройство и работа станка и его составных частей
— Расположение органов управления и табличек с символами
— Схема кинематическая
— Станина
— Колонна
— Направляющая левая поперечная
— Устройство отсчёта вертикальных перемещений для станков 3Е711ВФ1, 3Е711АФ1, 3Е721АФ1-1, 3Е721ВФ1-1
— Механизм отсчёта поперечных перемещений
— Датчик контроля размера изделия для станков 3Е721В-1, 3Е710А, 3Е711В, 3Е721В-1
— Привод шлифовального круга
— Суппорт крестовый
— Стол
— Сборник
— Механизм поперечной подачи
— Механизм поперечного реверса
— Механизм ручного перемещения стола
— Механизм фиксации суппорта
— Шпиндель шлифовальной головки для станков 3Е711ВФ1, 3Е711АФ1, 3Е721АФ1-1, 3Е710А
— Шпиндель шлифовальной головки для станков 3Е711В, 3Е711В-1, 3Е721ВФ1-1, 3Е721В-1
— Фланцы шлифовального круга
— Механизм вертикальной подачи станков
— Кожух шлифовального круга
— Редуктор вертикальной подачи
— Устройство для охлаждения
— Гидроцилиндр
— Устройство смазки шлифовальной головки
— Устройство смазки шлифовальной головки с блоком теплообменника
— Реле контроля потока
Система смазки
— Схема смазки шлифовальной головки принципиальная
— Схема смазки станка
— Схема смазки принципиальная
Приспособления
— Кран реверса двухпозиционный
— Державка для правки шлифовального круга
— Державка для индикатора
— Установка на станке приспособления «Diaform»
2. Инструкция по эксплуатации
Инструкция по эксплуатации
Указание мер безопасности
— Порядок транспортирования станка
— Порядок транспортирования электрошкафа
— Порядок транспортирования устройства смазки шлифовальной головки
— Порядок транспортирования бака охлаждения
Порядок установки
Настройка, наладка и режимы работы
Регулировка станка
— Регулирование зазоров в подшипниках шпинделя (передняя опора)
— Регулирование зазоров в подшипниках шпинделя (задняя опора)
— Шпиндель шлифовальной головки станков
— Регулирование зазора левой поперечной направляющей станина-суппорт
— Регулирование сопла и защитного щитка по высоте
— Регулирование натяжения ремня
— Схема проверки натяжения ремня
— Регулирование защиты направляющих суппорта
Особенности разборки и сборки при ремонте
— Схема расположения подшипников
3. Паспорт
Общие сведения
Основные технические данные и характеристики
— Стол
— Габариты рабочего пространства
— Установка станка
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приемке
Свидетельство о консервации
Свидетельство об упаковке
Часть 2: Материалы по быстроизнашивающимся деталям (3Е711ВФ1. 00.0.000.0.00 РЭ)
00.0.000.0.00 РЭ)
1. Введение
2. Перечень к схеме расположения подшипников
3. Схема расположения подшипников
4. Перечень деталей и сборочных единиц
5. Перечень быстроизнашивающихся деталей:
— Гармошка (3Е711В.13.0.010.0.00) (3Е711В.13.0.010.0.00-04)
— Клин-направляющая (3Е711В.13.0.202.0.00) (3Е711В.13.0.202.0.00-04)
— Ось (3Е711ВФ1.20.0.013)
— Втулка (3Е711ВФ1.20.0.013)
— Рейка (3Е711ВФ1.21.0.201.0.00) (3Е711ВФ1.21.0.201.0.00-09)
(3Е711ВФ1.21.0.201.0.00-14)
— Гайка (3Е711ВФ1.22.1.012.0.00)
— Гайка (3Е711ВФ1.22.1.013.0.00)
— Полумуфта (3Е711ВФ1.22.0.219.0.00)
— Колесо косозубое (3Е711ВФ1.22.0.224.0.00)
— Винт (3Е711ВФ1.22.0.225.0.00)
— Винт (3Е711ВФ1.22.0.225.0.00-04)
— Винт (3Е711ВФ1.22.0.225.0.00-09)
— Винт (3Е711ВФ1.22.0.225.0.00-14)
— Червяк (3Е711ВФ1.22.0.225.0.00)
— Червяк (3Е711ВФ1.22.0.225.0.00-09)
— Колесо косозубое (3Е711ВФ1.22.0.242.0.00)
— Вал-шестерня (3Е711ВФ1.22.0.244.0.00)
— Колесо косозубое (3Е711ВФ1. 22.0.245.0.00)
22.0.245.0.00)
— Колесо косозубое (3Е711ВФ1.22.0.245.0.00-09)
— Колесо косозубое (3Е711ВФ1.22.0.246.0.00)
— Колесо зубчатое (3Е711ВФ1.25.1.211.0.00)
— Крышка-шестерня (3Е711ВФ1.25.1.212.0.00)
— Колесо зубчатое (3Е711ВФ1.25.1.213.0.00)
— Вал (3Е711ВФ1.25.1.214.0.00)
— Блок зубчатых колес (3Е711ВФ1.25.1.215.0.00)
— Винт ходовой (3Е711ВФ1.30.0.010.0.00)
— Винт ходовой (3Е711ВФ1.30.0.010.0.00-04)
— Колесо косозубое (3Е711ВФ1.32.0.203.0.00)
— Колесо храповое (3Е711ВФ1.32.0.215.0.00)
— Собачка (3Е711В.32.0.224.0.00)
— Гайка (3Е711ВФ1.36.0.011.0.00)
— Червяк (3Е711ВФ1.36.0.208.0.00)
— Червяк (3Е711ВФ1.36.0.210.0.00)
— Колесо червячное (3Е711ВФ1.36.0.401.0.00)
— Колесо червячное (3Е711ВФ1.36.0.403.0.00)
— Вставка 3 (СТП5-72)
— Вал (3Е711ВФ1.25.2.201.0.00)
— Колесо зубчатое (3Е711ВФ1.25.2.205.0.00)
— Вал – шестерня (3Е711ВФ1.25.2.215.0.00)
— Колесо зубчатое (3Е711ВФ1.25.2.210.0.00)
Часть 3: Гидрооборудование (3Е711ВФ1. 00.0.000.0.00 РЭ2)
00.0.000.0.00 РЭ2)
— Схема гидравлическая принципиальная
2. Назначение
3. Конструкция
— Гидростанция общий вид 3Е711ВФ1.70.0.000.0.00
— Установка насосная
— Размещение гидроаппаратуры в шкафу
— Размещение гидроаппаратуры на плате
— Кран управления
— Клапан переливной Г52-103
— Золотник управления 3Е711ВФ1.65.0.000.0.00
— Блок теплообменников 3Е711АФ1.77.0.000.0.00
— Схема подключения гидростанции
Кран реверса 3Е711ВФ1.73.0.000.0.00
4. Описание работы
Продольное возвратно- поступательное перемещение стола
Разжим и фиксация гидрогайки винта поперечного перемещения
Слив масла через блок теплообменников
Блокировки
5. Указания по монтажу и эксплуатации
6. Перечень возможных нарушений
7. Указание мер безопасности
Часть 4: Электрооборудование (3Е711В-1.00.0.000.0.00 РЭ1)
1. Характеристика электрооборудования
— Размещение электрооборудования на станке
— Схема электрическая принципиальная
— Схема электрическая принципиальная блока поперечной подачи
— Схема электрическая принципиальная блок-приставки вертикальной подачи
— Пульт управления станка
— Схема электрическая соединений электрошкафа
— Схема электрическая соединений станка
2. Система питания
Система питания
3. Первоначальный пуск
4. Режим работы
5. Работа привода поперечной подачи
— Диаграммы натяжений на основных элементах схемы привода поперечных подач при работе в режиме непрерывных подач
Диаграммы натяжений на основных элементах схемы привода поперечных подач при работе в режиме прерывистых подач
6. Работа блок — приставки вертикальной подачи
— Диаграмма напряжений на основных элементах схемы блок-приставки вертикальной подачи
7. Блокировки
8. Система сигнализации и защиты
9. Указания мер безопасности
10. Указания по монтажу и эксплуатации
11. Возможные неисправности и методы их устранения
Часть 5: Схемы электрические
— Схема электрическая соединений (3Е711В-1.80.0.000.0.00Э4)
— Блок-приставка вертикальной подачи схема электрическая соединений (3Е711В-1.82.0.000.0.00Э4)
— Устройство токовой отсечки схема электрическая соединений (3Е711ВФ1.83.0.013.0.00Э4)
— Блок поперечной подачи схема электрическая соединений (3Е711ВФ1. 81.1.000.0.00Э4)
81.1.000.0.00Э4)
— Размещениев электрошкафу схема электрическая соединений (3Е711В-1.83.0.000.1.00Э4)
| 1 | Гармошка | 3Е711В.13.0.010.000,010.000-10 (комплект) | договорная |
| 2 | Сепаратор в к-те с роликами | 3Г71.10.211А(к-т — 2шт) | договорная |
| 3 | Сепаратор в к-те с роликами | 3Г71(к-т 11.217 — 2шт, 11.221А — 2шт) | договорная |
| 4 | Сепаратор в к-те с роликами | 3Г71М. 10.404 (к-т — 2шт) | договорная |
| 5 | Сепаратор в к-те с роликами | 3Г71М (к-т 11.201 — 2шт, 11.202 — 2шт) | договорная |
| 6 | Сепаратор в к-те с роликами | 3Д711ВФ11.10.0.203 | |
| 7 | Сепаратор в к-те с роликами | 3Е711В.13.0.203 | договорная |
| 8 | Сепаратор в к-те с роликами | 3Е711ВФ1. 11.0.212(к-т — 6шт) 11.0.212(к-т — 6шт) |
договорная |
| 9 | Сепаратор в к-те с роликами | 3Д711ВФ11.10.0.203.0.00-04 | договорная |
| 10 | Сепаратор в к-те с роликами | 3Е711ВФ1.11.0.212.0.00-05(к-т — 6шт) | договорная |
| 11 | Сепаратор в к-те с роликами | 3Е711В.13.0.203.0.00-04 | договорная |
| 12 | Сепаратор в к-те с роликами | 3Е711АФ1.20.0.010.0/72-18 | договорная |
| 13 | Сепаратор в к-те с роликами | 3Е711АФ1.20.0.011.0/72-18 | договорная |
| 14 | Сепаратор в к-те с роликами | ОШ-400Ф11.10.0.201.1.00 | договорная |
| 15 | Рейка | 3Е711ВФ1.21.0.201.0.00 | договорная |
| 16 | Фланец шлифовального круга | 3Е711ВФ1.39.0.000 | договорная |
| 17 | Фланец шлифовального круга | 3Д721АФ11-1. 39.0.000 39.0.000 |
договорная |
| 18 | Шпиндель в сборе | 3Е711В.30.1.010.0(без стаканов) | договорная |
| 19 | Шпиндель с вкладышами для станка мод. 3Д711АФ11 | 3Е711ВФ1.30.201.000-01 | договорная |
| 20 | Блок управления | 3Д711ВФ11.70.1.035 | договорная |
| 21 | Гидроцилиндр | 3Д711ВФ11.74.2 | договорная |
| 22 | Блок поперечной подачи | У37.801.81.000.000 | договорная |
| 23 | Блок размагничивания | 3Д711.АФ10-1.83.3.030.000 | договорная |
| 24 | Плата поперечных подач | У37.803.00.1.00.0.000 | договорная |
| 25 | Плата реверса | ОШ-450.83.1.015.0.00 | договорная |
| 26 | Эл. муфта | 3Д711ВФ11.801.014.0.00 | договорная |
| 27 | Насос пластинчатый | 3Д711ВФ11. 79.00.000 79.00.000 |
договорная |
| 28 | Механизм поперечной подачи в сборе с эл. двигателем | 3Е711ВФ1.22.2.000.0.00-16 | договорная |
| 29 | Фильтр масляный | ФМ6-25 | договорная |
| 30 | Фильтр масляный | ФМ6-25х0,5 | договорная |
| 31 | Бак охлаждения в сборе | 3Е711ВФ1.60.1 | договорная |
| 32 | Электронасос | Орша Ф32Г.61х0,1 | договорная |
| 33 | Аэрозолеотсасывающий агрегат | Орша 630Ф3.68 | договорная |
| 34 | Фильтр-транспортер | Орша ФТ-1 | договорная |
| 35 | Сепаратор магнитный | Орша СМ50 | договорная |
| 36 | Сепаратор магнитный | Орша СМ50х10 | договорная |
спрос, объявления о покупке, купим
RU-1000 Рейтинг
Оценки и отзывы
| Отрасль: Куплю кузнечно-прессовое оборудование |
| Компания:Xarbi |
| Страна:Россия |
| Телефон:7(499)918-31-10 |
Сайт:xarbi. net net |
| Куплю бу пресса кривошипные КД-2122, КД-2124, КД-2126, КД-2128, КД-2324, КД-2326, КД-2328, КИ-2124, КИ-2126, КИ-2128, Amada, Weingarten, Aida, Bpa-30…. |
| 2015-03-26 09:04:35Подробнее |
| Отрасль: Куплю кузнечно-прессовое оборудование |
| Компания:Xarbi |
| Страна:Россия |
| Телефон:7(499)918-31-10 |
| Сайт:xarbi.net |
| Куплю бу пресса кривошипные КД-2122, КД-2124, КД-2126, КД-2128, КД-2324, КД-2326, КД-2328, КИ-2124, КИ-2126, КИ-2128, Amada, Weingarten, Aida, Bpa-30…. |
| 2015-03-24 22:24:37Подробнее |
| Отрасль: Куплю кузнечно-прессовое оборудование |
| Компания:Xarbi |
| Страна:Россия |
| Телефон:7(499)918-31-10 |
Сайт:xarbi. net net |
| Ножницы гильотинные б/у куплю модели НК3418, НА3121 ; НГ13, НГ16, НБ3218. СТД9А, НКЧ-6020, НКЧ-6025, ОКС 8949, FG 1030, ScTR, AMADA, Сincinnati, NTA 3… |
| 2015-03-24 22:23:16Подробнее |
| Отрасль: Куплю кузнечно-прессовое оборудование |
| Компания:Xarbi |
| Страна:Россия |
| Телефон:7(499)918-31-10 |
| Сайт:xarbi.net |
| Куплю токарные станки б/у — 16Б05, 1ИС611, ИЖ250, 16Б16КП, МК6056, МК6057, 16К20, 1К62Д, 16К40, РТ492, 1М63 (ДИП-300), 16А20Ф3С39, 16М30, schaublin-… |
| 2015-01-12 12:16:54Подробнее |
| Отрасль: Куплю металлообрабатывающие станки |
| Компания:Xarbi |
| Страна:Россия |
| Телефон:7(499)918-31-10 |
Сайт:xarbi. |
| Куплю станки б/у — schaublin-150, schaublin 135, schaublin-125, schaublin 102, tos sui-50, poreba, mazak m4, mazak multiplex 630, wagner, tum-35 , co… |
| 2014-04-28 12:13:41Подробнее |
| Отрасль: Куплю металлообрабатывающие станки |
| Компания:Xarbi |
| Страна:Россия |
| Телефон:7(499)918-31-10 |
| Сайт:xarbi.net |
| Куплю станки токарные, фрезерные, сверлильные, пресса, вальцы, ножницы гильотинные. 89262115566 Юрий Давидович.8(499)918-31-10 сайт: http://xarbi.n… |
| 2013-12-04 11:31:58Подробнее |
Поделитесь страницей «Xarbi — купим, спрос» в Социальных сетях
| 1 | Гармошка | 3Е711В.13.0. 010.000,010.000-10 (комплект) 010.000,010.000-10 (комплект) |
| 2 | Сепаратор в к-те с роликами | 3Г71.10.211А(к-т — 2шт) |
| 3 | Сепаратор в к-те с роликами | 3Г71(к-т 11.217 — 2шт, 11.221А — 2шт) |
| 4 | Сепаратор в к-те с роликами | 3Г71М. 10.404 (к-т — 2шт) |
| 5 | Сепаратор в к-те с роликами | 3Г71М (к-т 11.201 — 2шт, 11.202 — 2шт) |
| 6 | Сепаратор в к-те с роликами | 3Д711ВФ11.10.0.203 |
| 7 | Сепаратор в к-те с роликами | 3Е711В.13.0.203 |
| 8 | Сепаратор в к-те с роликами | 3Е711ВФ1.11.0.212(к-т — 6шт) |
| 9 | Сепаратор в к-те с роликами | 3Д711ВФ11.10.0.203.0.00-04 |
| 10 | Сепаратор в к-те с роликами | 3Е711ВФ1.11.0.212.0.00-05(к-т — 6шт) |
| 11 | Сепаратор в к-те с роликами | 3Е711В. 13.0.203.0.00-04 13.0.203.0.00-04 |
| 12 | Сепаратор в к-те с роликами | 3Е711АФ1.20.0.010.0/72-18 |
| 13 | Сепаратор в к-те с роликами | 3Е711АФ1.20.0.011.0/72-18 |
| 14 | Сепаратор в к-те с роликами | ОШ-400Ф11.10.0.201.1.00 |
| 15 | Рейка | 3Е711ВФ1.21.0.201.0.00 |
| 16 | Фланец шлифовального круга | 3Е711ВФ1.39.0.000 |
| 17 | Фланец шлифовального круга | 3Д721АФ11-1.39.0.000 |
| 18 | Шпиндель в сборе | 3Е711В.30.1.010.0(без стаканов) |
| 19 | Шпиндель с вкладышами для станка мод. 3Д711АФ11 | 3Е711ВФ1.30.201.000-01 |
| 20 | Блок управления | 3Д711ВФ11.70.1.035 |
| 21 | Гидроцилиндр | 3Д711ВФ11. 74.2 74.2 |
| 22 | Блок поперечной подачи | У37.801.81.000.000 |
| 23 | Блок размагничивания | 3Д711.АФ10-1.83.3.030.000 |
| 24 | Плата поперечных подач | У37.803.00.1.00.0.000 |
| 25 | Плата реверса | ОШ-450.83.1.015.0.00 |
| 26 | Эл. муфта | 3Д711ВФ11.801.014.0.00 |
| 27 | Насос пластинчатый | 3Д711ВФ11.79.00.000 |
| 28 | Механизм поперечной подачи в сборе с эл. двигателем | 3Е711ВФ1.22.2.000.0.00-16 |
| 29 | Фильтр масляный | ФМ6-25 |
| 30 | Фильтр масляный | ФМ6-25х0,5 |
| 31 | Бак охлаждения в сборе | 3Е711ВФ1.60.1 |
| 32 | Электронасос | Орша Ф32Г. 61х0,1 61х0,1 |
| 33 | Аэрозолеотсасывающий агрегат | Орша 630Ф3.68 |
| 34 | Фильтр-транспортер | Орша ФТ-1 |
| 35 | Сепаратор магнитный | Орша СМ50 |
| 36 | Сепаратор магнитный | Орша СМ50х10 |
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный Схемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом 3Е711В предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Плоскошлифовальный станок 3Е711В предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей.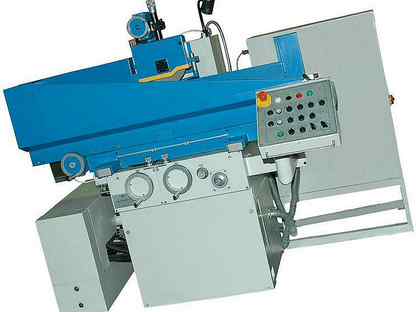
Станок 3Е711В используется в единичном, мелкосерийном и серийном производстве.
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В
3Д711ВФ11 — 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 — 600 х 200, производитель Липецкий станкостроительный завод
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель — Оршанский станкостроительный завод Красный борец.
Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 630 х 200 мм
- Предельная высота обрабатываемой заготовки — 325 мм
- Наибольшая масса орабатываемой детали — 220 кг
- Размеры стандартного шлифовального круга — Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 40 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 2,5 т
Габариты рабочего пространства плоскошлифовального станка 3Е711В
Габариты рабочего пространства станка 3е711в
Посадочные и присоединительные базы плоскошлифовального станка 3Е711В
Посадочные и присоединительные базы шлифовального станка 3е711в
Схема цикла плоскошлифовального станка 3Е711В
Схема цикла плоскошлифовального станка 3е711в
Общий вид универсального плоскошлифовального станка 3Е711В
Фото плоскошлифовального станка 3е711в
Фото плоскошлифовального станка 3е711в
Расположение составных частей и органов управления плоскошлифовального станка 3Е711В
Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Кинематическая схема плоскошлифовального станка 3Е711В
Кинематическая схема плоскошлифовального станка 3е711в
Схема кинематическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станка
Главное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
Схема гидравлическая плоскошлифовального станка 3Е711В
Гидравлическая схема плоскошлифовального станка 3е711в
1. Схема гидравлическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
2. Схема гидравлическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
- для продольного реверсированого перемещения стола
- вывода его в зону загрузки по окончании цикла обработки
- привода механизма автоматической вертикальной подачи и централизованного автоматического смазывания
Гидростанция снабжена установкой для охлаждения масла.
Продольное перемещение стола производится от сдвоенного лопастного насоса 1. Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и стол перемещается влево одновременно происходит дополнительное питание линии нагнетания большего от меньшего по цепи 58-7/1/-72-4-52-24/2/-52, что обеспечивает устойчивые малые скорости стола. Из левой полости гидроцилиндра масло сливается по цепи 54-11-55-9-56-8-62-18. Насос большой производительности создает давление управления. Это давление поддерживается постоянным за счет слива избытка масла через напорный золотник 6 и магистраль 62.
Стол движется влево до тех пор, пока кулачок реверса не установит кран реверса 27, в положение Б. При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 в скорости перемещения стола. Это давление определяет величину подъема клапана 5, и следовательно, величину давления в магистрали 52. Поэтому любому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола.
Поэтому любому изменению давления на сливе из гидроцилиндра стола соответствует изменение давления в напорной магистрали. После окончания цикла обработки электромагнит ЭМ1 отключается и распределитель 22 занимает положение Б. Масло по цепи 1-59-58 -7(1) -72-22 поступает в магистраль 65 и распределитель 21 займет положение Б, а распределитель 9 – положение В. Тогда после переключения крана реверса 27 в положение А распределитель перемещается влево, а распределитель 77 в положение Б, и масло по цепи 1-59-2-58-7-72-4-52-24(2)-52-22-54 продолжает поступать в левую полость гидроцилиндра 26, а слив осуществляется по цепи 53-11-55-9-69-24(1)-1-69-21- 75. Стол движется с малой скоростью вправо до жесткого упора, а затем происходит торможение стола.
При остановке стола краном 7 /1/ масло сливается в бак по цепи 1-51-28-49-3-52-9-62-25-57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53-11-52-9-55-62-11-54. Распределитель 12 объединяет магистрали 54 и 53. В результате этого перепад давления на клапане 23 действует на клапан 5 и поднимает последний: мало от насоса 1 большой производительности дополнительно сливается через клапан 5. Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Распределитель 12 объединяет магистрали 54 и 53. В результате этого перепад давления на клапане 23 действует на клапан 5 и поднимает последний: мало от насоса 1 большой производительности дополнительно сливается через клапан 5. Устройство 29 служит для выпуска воздуха из гидроцилиндра 26. При соединении к гидросистеме теплообменников 31 слив масла осуществляется по цепи 62-31(1)-57-14.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 осуществляется при установке крана 7(2) в положение А. В этом случае давление масла распространяется по цепи 58-20- 70- 7(2) и контролируется манометром 19. Фиксация суппорта выполняется подводом масла по цепи 58-7(2)-71 при положении Б крана 7(2).
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В
Электрическая схема плоскошлифовального станка 3е711в
Схема электрическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
- силовая цепь ~50Гц, 380B
- цепь управления:
- ~50 Гц, 110 В
- ~50Гц, 29В
- постоянный =24 В
- цепь местного освещения ~50 Гц, 24 В
- цепь сигнализации ~50 Гц, 22 В
- цепь электромагнитной плиты постоянный =110 В
Установочный чертеж плоскошлифовального станка 3Е711В
Установочный чертеж плоскошлифовального станка 3е711в
Читайте также: Справочник заводов производителей шлифовальных станков
3Е711В станок плоскошлифовальный с горизонтальным шпинделем.
 Видеоролик.
Видеоролик.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80. ..445 ..445 |
500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5. .20 .20 |
2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005.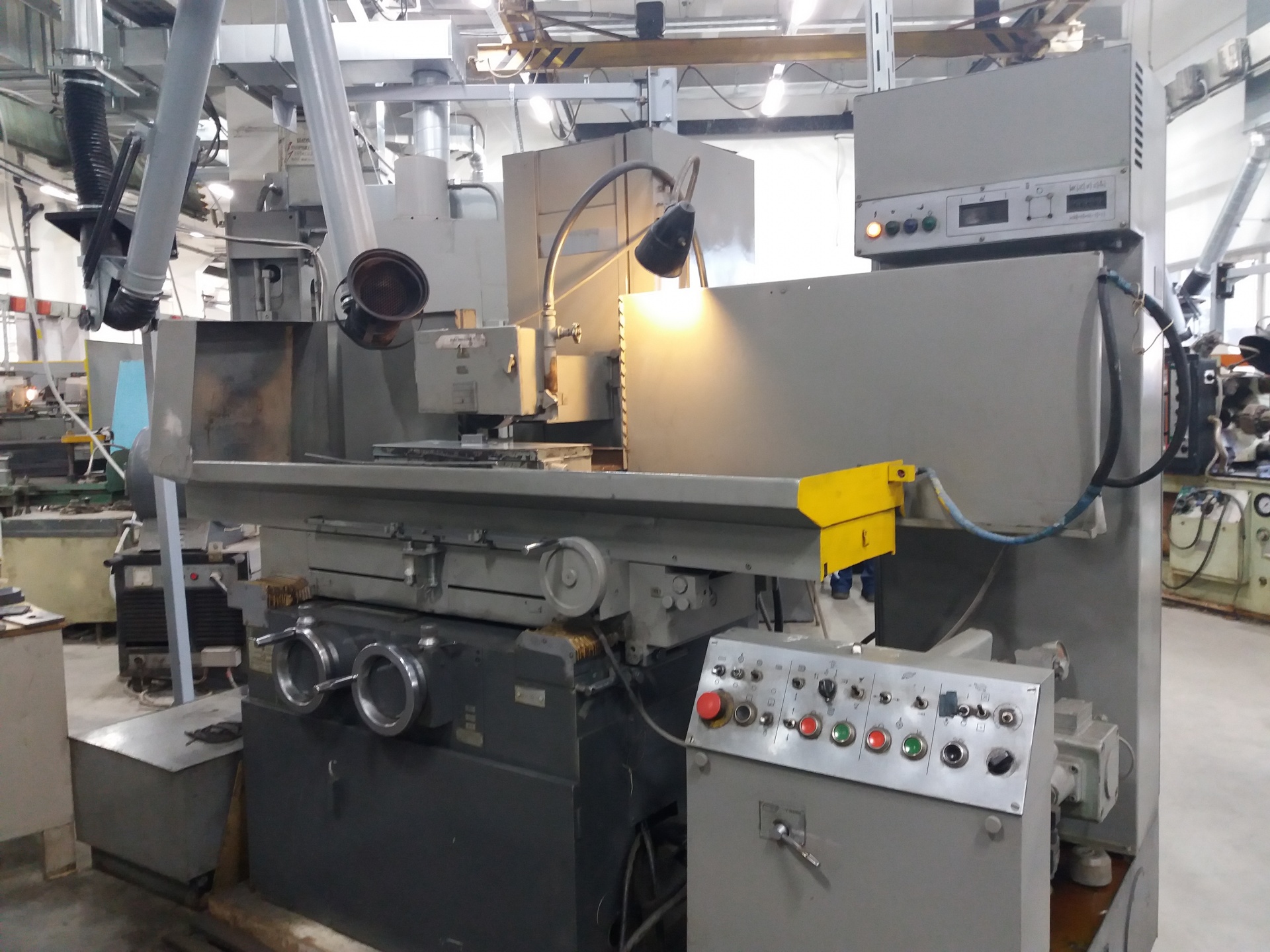 ..0,05 ..0,05 |
— |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | — | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | — | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | — | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
- Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978
- Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки. Дополнительная информация
|
,
: «»
|
,
: «»
|
Производитель шлифовальных станков в Мумбаи
Плоскошлифовальный станок — Производитель — Индия —
2019-12-18Поверхностно-шлифовальный станок Prayosha Enterprise имеет опыт в производстве и поставке шлифовальных станков в Южную Африку, Кению, Алжир, Уганду, Бахрейн, Оман, Катар, ОАЭ и на мировом рынке.Наши плоскошлифовальные станки находят применение в различных отраслях промышленности. Наш ассортимент качественных и надежных плоскошлифовальных станков включает автоматический и гидравлический шлифовальный станок,
Производитель шлифовальных станков из Мумбаи
Мы успешно разработали и поставили специальные установки для шлифовальных станков. Эти станки разработаны с учетом конкретных потребностей клиентов. Обычно типичный завод включает в себя машину предварительной резки, мельницу грубого помола, мельницу тонкого помола, просеивающую машину, силосы для хранения и т. Д.
Шлифовальные станки Производители, поставщики, экспортеры …
Получите подробную информацию о производителях шлифовальных станков, поставщиках шлифовальных станков, дилерах шлифовальных станков, экспортерах шлифовальных станков, продавцах шлифовальных станков, производителях шлифовальных станков, оптовых продавцах шлифовальных станков, производителях шлифовальных станков … MUMBAI — 400072, ИНДИЯ. Станок для абразивной резки, Производитель сверл, Шлифовальный станок. Отправить запрос …
производители шлифовальных станков в мумбаи
Производители шлифовальных станков в Мумбаи.У них есть ряд коммерческих решений для напитков, включая кофеварки для использования на несколько чашек и на одну чашку, супер автоматические кофемашины эспрессо и системы измельчения кофейных зерен. Мельницы для кофе Anfim для дома и эспрессо-бары являются выражением их технического опыта и их любви к эспрессо и кофе. его подготовка
Шлифовальный станок для пластиковых отходов — Шлифовка пластика
Производитель станков для измельчения пластиковых отходов — станки для измельчения пластика, измельчители лома, измельчители отходов и станки для измельчения ПЭТ-бутылок, предлагаемые Europack Machines India Private Limited, Мумбаи
Настольный шлифовальный станок в Мумбаи —
Найдите производителей настольных шлифовальных машин, поставщиков, экспортеров, оптовиков и дистрибьюторов настольных шлифовальных машин в Мумбаи, Махараштра, Индия — Список компаний по продаже настольных шлифовальных машин из Мумбаи с каталогами, номерами телефонов, адресами цен на настольные шлифовальные машины.
водяной шлифовальный станок в Мумбаи, водяной шлифовальный станок
Бизнес-справочник по водяной шлифовальной машине Поставщики в Мумбаи — Получите контактную информацию о водяной шлифовальной машине Производители, Оптовые водные шлифовальные машины Экспортеры, Лучшие водные шлифовальные машины Торговцы Дистрибьюторы через Мумбаи.
производители шлифовальных станков в мумбаи
Производители шлифовальных машин в Мумбаи.Найдите производителей пластиковых шлифовальных машин Поставщики пластиковых шлифовальных машин экспортеров оптовиков и дистрибьюторов в Мумбаи, Махараштра, Индия Список компаний по продаже пластиковых шлифовальных машин из Мумбаи с номерами телефонов в каталогах, адресами, ценами на пластиковые шлифовальные машины, электронной почтой защищенной
Поставщики шлифовальных станковв мумбаи — couleurs
Шлифовальные станки б / у — импортер шлифовальных станков и … Шлифовальные станки б / у. С.K.ENTERPRISES — ведущий импортер и экспортер подержанных шлифовальных машин. У нас есть склад в Дели и Мумбаи, где мы занимаемся покупкой и продажей всех видов шлифовальных машин. стабильность, шлифовка используется для чистовой обработки …
Шлифовальные станки — Гидравлические плоскошлифовальные станки KENT …
Гидравлические плоскошлифовальные станки KENT — Серия KGS. Мы вовлечены в производство и поставку разнообразного ассортимента гидравлических плоскошлифовальных станков KENT.Эти шлифовальные станки доступны на рынке в различных диапазонах от 450X200 мм до 3000X900 мм. Предлагаемые нами машины получили признание за высокое качество, долговечность и точность размеров.
Производители шлифовальных станков в Мидк Марол Мумбаи
производителей шлифовальных машин в Мидк Мароль Мумбаи. Производители бытовых шлифовальных машин в мидк мароль мумбаи. Шлифовальные станки в Мумбаи, Шлифовальные станки Махараштры.Списки компаний производителей, поставщиков и экспортеров шлифовальных машин в Мумбаи, Махараштра, а также их контактные данные Подробнее Отправить запрос
производитель шлифовальных станков в мумбаи
где приобрести шлифовальный станок для сша в мумбаи. где получить шлифовальный станок для сша в мумбаи, изготовленный из шанхайского Сюаньши, это главный производитель шлифовальных машин для минерального … idli жидкого теста в мумбаи …
Измельчитель отходов — Производитель оборудования для измельчения отходов
Производитель измельчителя отходов — Станок для измельчения отходов, Станок для измельчения пищевых отходов, предлагаемый Shredders Shredding Company, Мумбаи, Махараштра.
Abhinav Industries — это организация, ориентированная на качество, предлагающая широкий ассортимент плоскошлифовальных станков. Основанная в 2006 году, компания поставляет плоскошлифовальные станки в установленные сроки.
Машины для измельчения специй — мельница с воздушной струей для Безана …
Производитель машин для измельчения специй — мельница с воздушной продувкой для Безана, машина для измельчения порошка чили, установка для измельчения холодных продуктов и автоматическая установка для обработки специй для холодного кориандра и турмурика, предлагаемые компанией Mechpro Engineering, Мумбаи, Махараштра.
поставщик шлифовальных станков в мумбаи —
Станок для измельчения специй — Производитель мельниц Масала из Мумбаи. Станок для измельчения специй Мы являемся ведущим производителем мельниц масала, мельниц с воздушной циркуляцией и Rsm, станков для измельчения специй и станков для измельчения в холодном состоянии из Мумбаи, Индия. … Наша компания — это известные имена, занимающиеся производством и поставкой широкого спектра высокоточных поверхностей с ЧПУ …
Производитель плоскошлифовальных станков | Алекс
Мы используем Alex RH650 — 2 шт.и RH500 — 1 № машины. Alex Machine Tools производит высококачественные плоскошлифовальные станки, и мы используем несколько таких станков на наших различных предприятиях. Мы очень довольны производительностью и рекомендовали бы то же самое для
.Производитель станков для измельчения кокосов из Мумбаи
Производитель машины для измельчения кокосов, предлагаемой S. M. Engineering Works, Мумбаи, Махараштра.
производители шлифовальных машин в мидк мароль мумбаи
шлифовальные станки в мумбаи — ван.Станки плоскошлифовальные станки в Мумбаи, Индия. Красный пролетарий Плоскошлифовальный станок STANKO 3E711AF1 б / у в Паневисе, Литва. Производитель Красный пролетарий Вес мм 2550 — ручной 700 — гидравлический 670 Шлифовальный станок стоит в
Плоскошлифовальный станок — Вертикальный плоскошлифовальный станок …
Производитель плоскошлифовального станка — вертикального шлифовального станка, услуг высокоточного шлифовального станка, плоско-шлифовального станка и шлифовального станка для направляющих, предлагаемых Farohar Engineering, Navi Mumbai
Поставщики шлифовальных станковв мумбаи — Caso — Kefid
поставщиков шлифовальных станков в мумбаи.Planta Mvil de Trituradora de Mandbula. Planta Mvil de Trituradora de Impacto. Planta Mvil de Trituradora de Cono. Planta Mvil de Trituradora de VSI. Материал construccin de carretera e Industrias de agregados. Tamao de salida los agregados de 5-20 мм.
Гидравлический шлифовальный станок — производителей,
Paryosha Enterprise было успешно создано с целью внедрения передовых технологий в обрабатывающую промышленность Индии.Наша компания является наиболее быстрорастущей компанией и признана во всем мире крупнейшим производителем и поставщиком гидравлических плоскошлифовальных станков в Индии. Благодаря нашим знаниям и опыту, наша компания может предложить широкий спектр промышленных инструментов и …
Машина для утилизирования бутылок — Машины для измельчения бутылок …
Производитель машины для утиля ПЭТ бутылок — машины для измельчения бутылок, машины для утиля ПЭТ-бутылок, машины для измельчения бутылок, предлагаемые Raj Electricals, Mumbai, Maharashtra.
Шлифовальный станок б / у — Поставщики производителей,
Вальцешлифовальный станок, 3000 мм Churchill Мы — импортер и продавец, которому доверяют, который предлагает широкий ассортимент бывших в употреблении вальцешлифовальных станков Churchill 3000 мм. Предлагаемые нами станки используются во многих отраслях промышленности. Перед отправкой наш ассортимент тщательно проверяется по многим параметрам. Мы …
.